

Как собирают моторы Ford в Елабуге
Обрусели
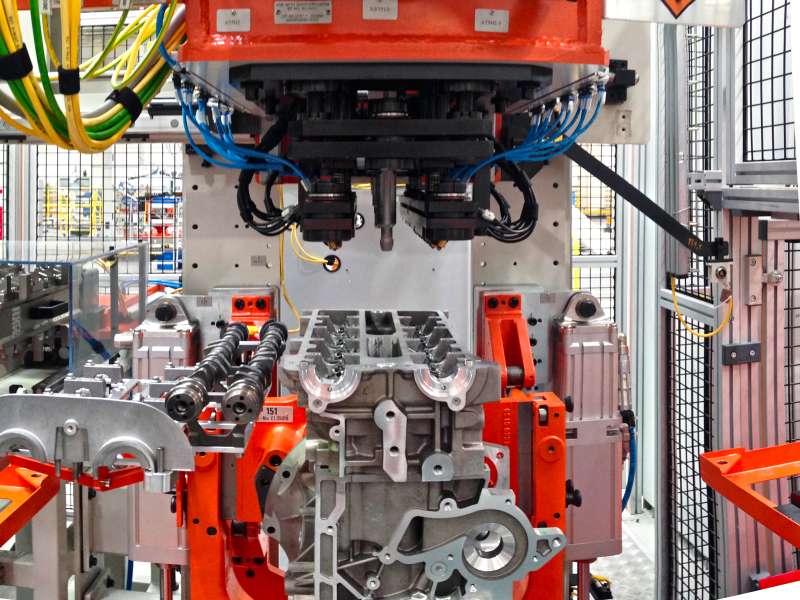
 На полностью автоматических линиях механической обработки отливок блоков цилиндров, их головок и коленчатых валов роботы отслеживают все геометрические размеры.На полностью автоматических линиях механической обработки отливок блоков цилиндров, их головок и коленчатых валов роботы отслеживают все геометрические размеры.
На полностью автоматических линиях механической обработки отливок блоков цилиндров, их головок и коленчатых валов роботы отслеживают все геометрические размеры.На полностью автоматических линиях механической обработки отливок блоков цилиндров, их головок и коленчатых валов роботы отслеживают все геометрические размеры.
На полностью автоматических линиях механической обработки отливок блоков цилиндров, их головок и коленчатых валов роботы отслеживают все геометрические размеры.

Автопроизводители прижаты к стенке многострадальным постановлением правительства № 166 о локализации производства: либо поднимай степень локализации до оговоренных высот, либо лишишься налоговых преференций. Один из серьезных и технологически весьма сложных шагов – создание собственных моторных производств. Первым по этому пути пошел концерн Renault-Nissan, организовав сборку моторов на мощностях АВТОВАЗа, затем инициативу подхватил Volkswagen, а в сентябре 2015 года концерн Ford стал выпускать двигатели на своем заводе в Елабуге.
Российскую прописку получил бензиновый двигатель Duratec 1.6 TI-VCT, который известен с начала 2000‑х годов и хорошо себя зарекомендовал; мы его знаем, например, по Фокусу второго поколения. Незначительные изменения впускного и выпускного коллекторов продиктованы требованиями норм Евро‑5. Предусмотрено три версии с разной степенью форсировки: 85, 105 и 125 л.с. По железу они практически идентичны – мощность зависит по большей части от программы, заложенной в блок управления. С октября 2015 года обрусевшими моторами вооружается Fiesta, с января 2016‑го – EcoSport, а с минувшего апреля – Focus.
Нечеловеческий фактор
Двигатель Duratec 1.6 производят на шести заводах, которые разбросаны по всему миру и при этом соответствуют единому стандарту. Согласно ему спроектированы и производственные линии в Елабуге. Всё оборудование зарубежное, в основном немецкое, английское и испанское. Из российского – только режущий инструмент, и то лишь 30%. Производственные процессы автоматизированы на 95%. Роботы проверяют работу не только за собой, но и за людьми, выполняющими немногочисленные ручные операции.

Годовая мощность завода – 105 тысяч моторов. Ее можно поднять до 200 тысяч, но в обозримом будущем здесь не планируют выпускать другие двигатели.
Степень локализации составляет 45%; этот уровень достигнут с опережением плана и поэтому в ближайшие годы существенно не вырастет. Основные компоненты мотора – блок цилиндров и головка, коленчатый вал и крышка коренных подшипников, поршневая группа – российские и сделаны из отечественного сырья.
Наши предприятия, поставляющие в Елабугу комплектующие для моторов, прошли сертификацию фирмы Ford. А собранные в России двигатели выдержали омологационные тесты в Великобритании – на динамометрических стендах завода в Бридженде. Испытания включали проверку надежности на протяжении 600 часов, что эквивалентно пробегу 160 000 км. Кроме того, уже в Елабуге европейская команда инженеров проверяла агрегаты на шумность и вибрации. На наших дорогах общего пользования и на треке елабужского завода были протестированы машины с российскими двигателями. После всех проверок фордовцы вынесли вердикт: собранные в России моторы отвечают всем требованиям концерна.

Еще один элемент контроля: информация обо всех операциях сборки каждого мотора оседает в базе данных.
Для производства блоков, головок и крышек коленчатых валов используют алюминиевые сплавы российской компании «Русал». Их отливает завод РосАЛит/ЗМЗ. Кстати, сплавы «Русала» с 2008 года применяют в производстве колес для всего ряда легковых моделей Ford в России. Поршни в сборе с шатунами поставляет Костромской завод автокомпонентов («Мотордеталь»), а коленчатый вал – «Группа ГАЗ». В моторы заливают масло Lukoil Genesis и ставят свечи российского предприятия Bosсh.
Отечественные блок цилиндров, головка, коленчатый вал и его крышка приходят в виде отливок, их обрабатывают на полностью автоматизированных линиях. Прежде здесь работали с импортными отливками, и местные специалисты уверяют, что качество нашего металла не хуже, а отливки головок даже лучше.
Сборка компонентов – селективная. После механической обработки основных деталей на них наносят индивидуальный код. По нему автоматические станции на конвейере подбирают соответствующие компоненты – поршневую группу, шатунные и коренные вкладыши и так далее.
На разных этапах сборки роботизированные станции проводят множество промежуточных контрольных испытаний – например, на герметичность клапанов ГРМ, полостей системы охлаждения и масляных контуров. Сначала проверяются блоки и головки по отдельности, а потом – двигатель в сборе.
Собранные моторы проходят холодный и горячий тесты. Сначала двигатель без топливной аппаратуры проворачивает динамометрическая машина – так проверяют момент страгивания и проворота коленчатого вала, чтобы оценить правильность подбора деталей при селективной сборке. Для горячего теста в мотор заливают масло, подключают топливную аппаратуру и временно подсоединяют выпускной коллектор – это финишная проверка самостоятельно работающего двигателя, всех его датчиков и систем.
Причин для беспокойства нет
И вот вывод из того, что я увидел. Пока нет причин беспокоиться, что елабужские моторы будут уступать зарубежным по качеству. Человеческий фактор сведен к минимуму, а отечественные отливки не хуже импортных. К слову, концерн Renault-Nissan тоже использует российские отливки блоков, головок и коленчатых валов для моторов HR16, которые собирают на АВТОВАЗе. Главное – чтобы поставщики не расслаблялись.
Фото: Ford Sollers






